Entwurf einer Spritzgussform für ein Pulser-Antennenrohr
die maximale Außenabmessung des Produkts beträgt 249.37 mm x ø40.88 mm mm, die durchschnittliche Dicke beträgt 2.20 mm, das Material ist PC, die Schrumpfungsrate beträgt 1 .006, undit beträgt 41.13 Gramm. Die technischen Anforderungen an die Kunststoffteile sind, dass es keine Defekte, wie Grate, kurze Schüsse, Fließlinien, Gasflecken, Verzugsverformungen geben darf , Silberstreifen, Unebenheiten usw..
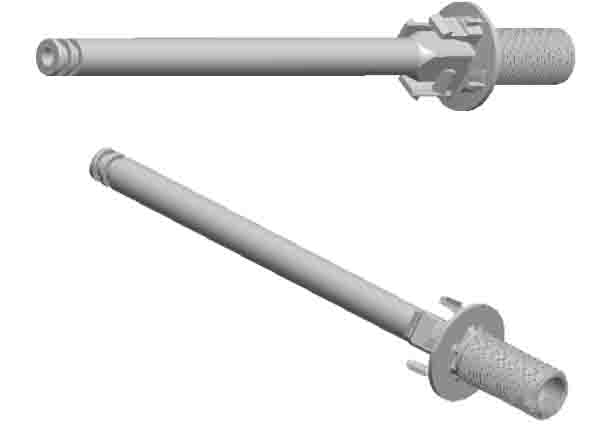
wir können das Bild oben sehen, t hier sind zwei schmale Rillen an ein Ende , ein Schrauben Gewinde an der Ein weiterer ende, und da ist eine Scheibe in der Nähe von this Ende, 4 Haken auf einer Seite der Scheibe, die gleichmäßig um 90 Grad verteilt sind. diese 4 Haken müssen für das Ziehen des Gleiterkerns ausgelegt werden. für t Die zwei schmalen Ringnuten, den Verwendungszweck Schieberegler ist zu erleichtern die Größenanpassung, undan anderer Zweck ist zu machen die Kunststoffteile bequem ausgeworfen werdenly.
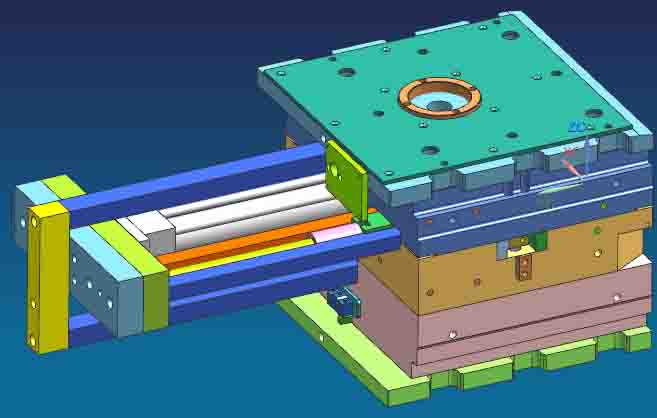
das Werkzeug wurde als 1*2-fach ausgeführt. Aufgrund der schlanken Struktur des Teils und des großen Kernzugwegs, wird der Ölzylinder zum Kernziehen verwendet. das Werkzeug ist normalerweise als 2-fach ausgeführt , und kann meistens auch als 4-fach ausgeführt werden. der Formaufbau ist ein 396x446er Formaufbau und imitiert die HASCO-Größenreihe. HASCO-Formaufbau zeichnet sich durch die Größe der Schablone mit 6 am Ende aus, und die Dicke der Schablone ist auch bei 6, wie 36, 46, usw. entsprechend, dem Aufbau des Führungszapfens und der Führungshülse und der Größe des Einhängetisches am Aufstellungsort sind autark.
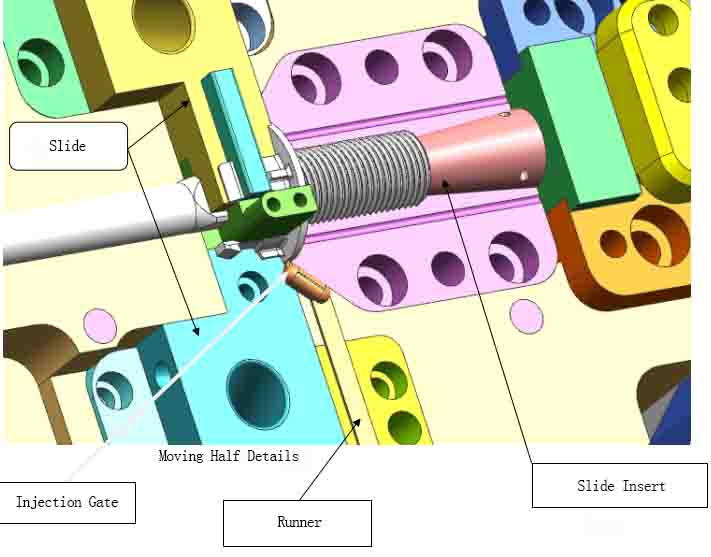
Das Innenloch des Kunststoffteils muss mit einem schlanken Schieber . ausgeführt werden. Im Allgemeinen , ist es bei kleinen und mittelgroßen Formen , schwierig, den Winkelführungsstift zum Ziehen des Kerns beim Kernziehen zu verwenden Abstand mehr als 70 mm., wenn die Winkelführungsstifte zu dünn sind,, dann erscheinen sie in Steifigkeit und Stärke unzureichend, und ragen aus der Form heraus,, was zu diesem Zeitpunkt gewisse potenzielle Gefahren birgt.. , Es ist notwendig, den Ölzylinder zu verwenden, um den Schieber anzutreiben, um das Problem des Kernziehens zu lösen. . Besonders für die Formen, die in europäische und amerikanische Länder exportiert werden. , Der schlanke Kern (auch Schiebereinsatz genannt) muss bearbeitet werden mit TDAC-Stahl von Hitachi Metal, verarbeitet mit CNC-Drehmaschinen, stellen die Spritzgussproduktion sicher. Zusätzlich zum Design der Kühlung im Inneren des schlanken Kerns, sind mehrere Kühlsysteme im Kern und im Hohlraum entworfen. A Auf der Formplatte , ist eine Wärmedämmplatte vorgesehen, die den Wärmeaustausch effektiv blockiert zwischen der Form und der Spritzgussmaschine,, was einer normalen Spritzgussproduktion zuträglich ist.
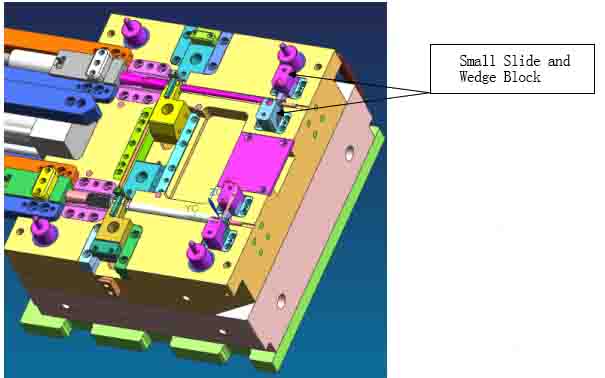
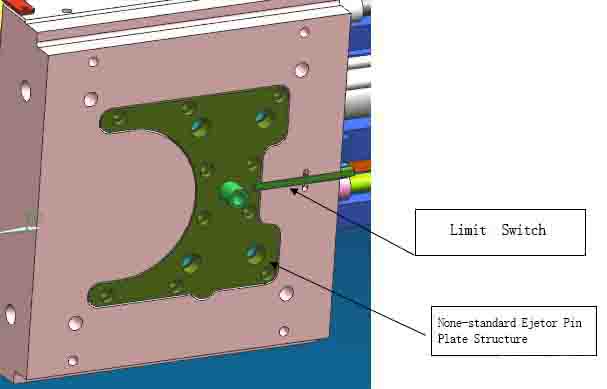
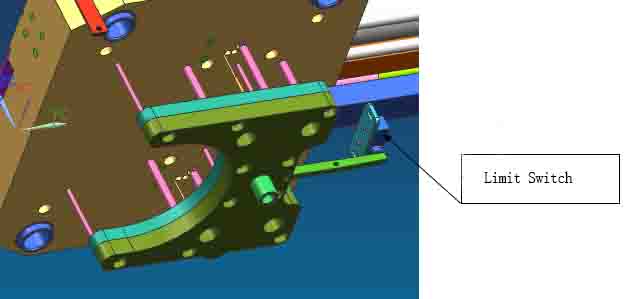
Im Allgemeinen, ist die Auswerferplatte der Form rechteckig,, was für die Massenproduktion. in europäischen und amerikanischen Ländern, praktisch ist, wenn eine längere Formlebensdauer angestrebt wird, die starre Konstruktion der Form verstärkt wird Um zu verhindern, dass sich die Form über einen längeren Zeitraum. unter dem Einspritzdruck, verformt, wird die Platte B am stärksten beansprucht., um die Steifigkeit der Platte B, zu erhöhen, ist es oft erforderlich, dies zu tun Erhöhen Sie ihre Dicke. Ein weiterer wichtiger Punkt ist die Vergrößerung der Stützfläche der Abstandsplatte an der Unterseite der B-Platte, Entwerfen Sie die Abstandsplatte und die Bodenplatte der beweglichen Form zusammen, und entwerfen Sie eine Schubstange Kasten umgeben von einem Ganzen. so erhöht die DME-Formbasis die Steifigkeit. der Auswerfer des Teils wird durch den Auswerferstift ausgeworfen, und der Auswerferstift befindet sich am Boden des Schiebereinsatzes. daher, ist es notwendig, den Rückstellmechanismus und den Endschalter zu entwerfen.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Bei Anfragen zu unseren Produkten oder Preislisten wenden Sie sich bitte an uns und wir werden uns innerhalb von 24 Stunden bei Ihnen melden.
© Urheberrechte ©: 2026 Lyter Engineering Ltd. Alle Rechte vorbehalten

IPv6 Netzwerk unterstützt
 Deutsch
Deutsch













