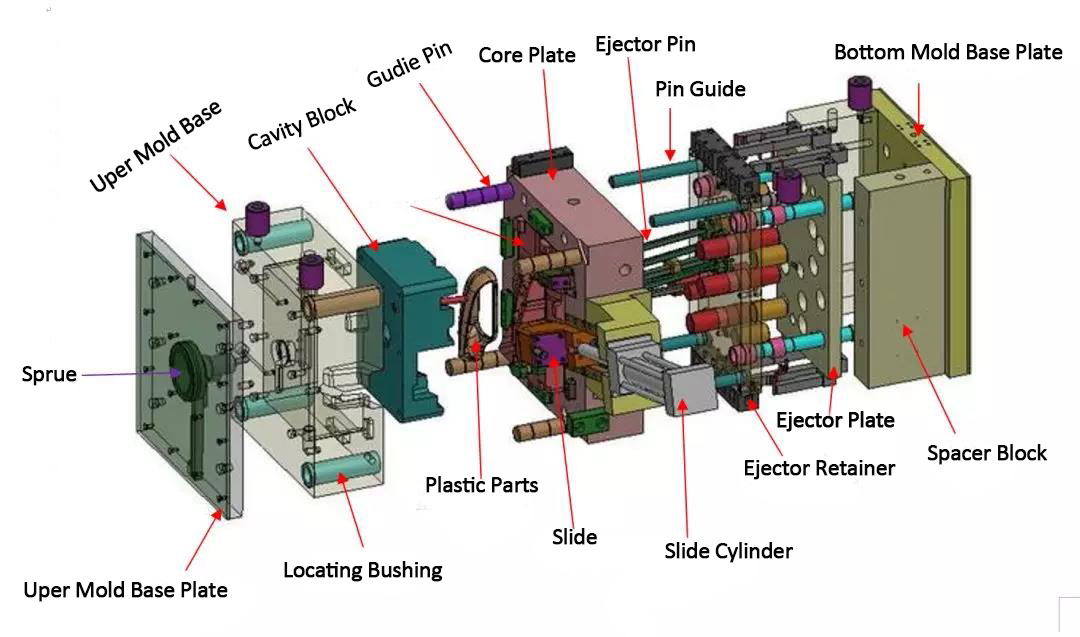
grafische Beschreibung des Aufbaus der Kunststoffspritzgussform
grafische Beschreibung der Struktur der Kunststoff-Spritzguss
Das Kunststoffspritzgießen ist ein Verarbeitungsverfahren, das bei der Massenproduktion einiger komplex geformter Teile verwendet wird., auf das sich das spezifische Prinzip bezieht: Die durch Hitze geschmolzenen Kunststoffrohstoffe werden von der Schnecke der Spritzgießmaschine in den Hohlraum der Kunststoffform gedrückt unter hohem Druck, und nach dem Abkühlen und Erstarren, wird das Kunststoffformteil erhalten.
die Kunststoffform besteht aus einer beweglichen Form und einer festen Form. die bewegliche Form ist auf der beweglichen Schablone der Spritzgussmaschine, installiert und die feste Form ist auf der festen Schablone der Spritzgussmaschine. installiert ] während des Spritzgießens, werden die bewegliche Form und die feststehende Form geschlossen, um ein Gießsystem und einen Hohlraum zu bilden. wenn die Form geöffnet wird, werden die bewegliche Form und die feststehende Form getrennt, um die Kunststoffprodukte zu entnehmen .
Obwohl die Struktur der Kunststoffform aufgrund der Vielfalt und Leistung des Kunststoffs, stark variieren kann, ist die Form und Struktur des Kunststoffprodukts, und der Typ der Spritzgussmaschine, die Grundstruktur gleich.
i. die Struktur der Plastik Injektion Schimmel ist unterteilt nach Funktion,, die sich hauptsächlich zusammensetzt aus: Gießsystem, Temperiersystem, Formteilsystem, Abgassystem, Führungssystem, Auswurfsystem, etc. darunter sie, das Gießsystem und die Formteile sind die Teile, die in direktem Kontakt mit dem Kunststoff stehen und sich mit dem Kunststoff und dem Produkt verändern. sie sind die komplexesten und variabelsten Teile in der Kunststoffform, erfordert höchste Verarbeitungsqualität und Präzision.
1. Angusssystem: bezieht sich auf den Angussteil, bevor der Kunststoff von der Düse, in die Kavität eintritt, einschließlich Hauptanguss, kalter Pfropfen, Anguss und Anschnitt, usw..
2. Formteilsystem: bezieht sich auf die Kombination verschiedener Teile, die die Form des Produkts bilden, einschließlich beweglicher Form, fester Form, Hohlraum (konkave Form), Kern (Stanzform)[ 3] Formstab, usw.. Der Kern bildet die innere Oberfläche des Produkts, und der Hohlraum (konkave Form) bildet die äußere Oberflächenform des Produkts. nachdem die Form geschlossen ist,. Kern und Hohlraum bilden den Hohlraum der Form. je nach Prozess- und Fertigungsanforderungen, manchmal werden Kern und Matrize durch mehrere Teile kombiniert, manchmal als Ganzes, und Einsätze werden nur in den Teilen verwendet die leicht zu beschädigen und schwer zu verarbeiten sind.
3. Temperiersystem: Um die Formtemperaturanforderungen des Spritzprozesses, zu erfüllen, ist ein Temperiersystem erforderlich, um die Temperatur der Form. für Spritzgussformen für Thermoplaste, das Kühlsystem einzustellen dient hauptsächlich zum Kühlen der Form (die Form kann auch beheizt werden). Die übliche Methode der Formkühlung besteht darin, einen Kühlwasserkanal in der Form zu öffnen, und das zirkulierende Kühlwasser zu verwenden, um die Wärme der Form abzuführen Schimmel; Die Heizung der Form kann nicht nur das Kühlwasser verwenden, um heißes Wasser oder heißes Öl zu leiten,, sondern auch ein elektrisches Heizelement in und um die Form. installieren.
4. Abgassystem: Es ist so eingerichtet, dass es die Luft in der Kavität und das Gas, das durch das Schmelzen des Kunststoffs während des Spritzgussvorgangs entsteht, nach außerhalb der Form. abführt, wenn das Abgas nicht glatt ist, die Oberfläche des Produkts bildet Luftränder (Luftschläuche), Versengung, usw.. schlecht: Das Abluftsystem einer Kunststoffform ist normalerweise ein schlitzförmiger Luftauslass, der in der Form geöffnet ist, um die Luft abzuführen in der ursprünglichen Kavität und das von der Schmelze eingebrachte Gas. beim Einspritzen der Schmelze in die Kavität, müssen die ursprünglich in der Kavität gespeicherte Luft und das von der Schmelze eingebrachte Gas durch die aus dem Werkzeug abgeführt werden Auslassöffnung am Ende des Materialflusses, sonst Poren im Produkt, schlechte Verbindung, Unzufriedenheit beim Füllen der Form, und sogar die angesammelte Luft,, die das Produkt verbrennt die durch die Kompression erzeugte hohe Temperatur. unter normalen Umständen, kann die Entlüftung entweder am Ende des m elfluss in der Kavität oder an der Trennfläche der Form. letztere ist eine flache Rille mit einer Tiefe von 0.03-0. 2mm und einer Breite von 1.5-6mm auf einem Seite des Hohlraums. während des Einspritzens, gibt es nicht viel geschmolzenes Material in der Entlüftungsöffnung,, da das geschmolzene Material an der Stelle abkühlt und sich verfestigt und den Kanal. an der Öffnungsposition blockiert die Auslassöffnung sollte nicht dem Bediener zugewandt sein, um ein versehentliches Verspritzen von geschmolzenem Material und Verletzungen von Personen zu verhindern. außerdem, der passende Spalt zwischen der Auswerferstange und dem Auswerferloch, der passende Spalt zwischen dem Auswerferblock und dem Abstreiferplatte und der Kern können auch zum Absaugen verwendet werden.
5. Führungssystem: Es ist so eingerichtet, dass die bewegliche Form und die feste Form bei geschlossener Form genau zentriert werden können , und eine Führungskomponente muss in der Form . in der Spritzgussform eingestellt werden , Vier Sätze von Führungspfosten und Führungshülsen werden normalerweise verwendet, um die Führungsteile zu bilden . Manchmal , ist es notwendig, gegenseitig zusammenfallende Innen- und Außenkegel auf der beweglichen Form und der festen Form einzustellen, um die Positionierung zu unterstützen [4 ]
6. Auswurfsystem: umfasst im Allgemeinen: Fingerhut, vordere und hintere Fingerhutplatten, Fingerhut-Führungsstange, Fingerhut-Rückholfeder, Fingerhut-Platten-Feststellschraube und andere Komponenten., wenn das Produkt geformt wird und in der Form abgekühlt, werden die vordere und hintere Form der Form getrennt und geöffnet, und der Auswerfmechanismus – der Auswerferstift schiebt das Kunststoffprodukt und das Kondensat in den Anguss heraus oder zieht aus dem Formhohlraum und Anguss heraus Position unter dem Druck des Auswerferstifts der Spritzgussmaschine. ,, um mit dem nächsten Spritzguss-Arbeitszyklus fortzufahren.
ii. Kunststoffformen bestehen im Allgemeinen aus Formbasen, Formkernen, Hilfsteilen, Hilfssystemen, Hilfseinstellungen, und Totwinkelbehandlungsmechanismen entsprechend ihrer Struktur.
1. Formbasis: Im Allgemeinen, müssen wir sie nicht entwerfen. Sie können sie direkt beim Standard-Formbasishersteller bestellen,, was die Zeit für die Konstruktion der Form, erheblich spart Es wird als Kunststoffform-Standardformbasis bezeichnet. Es stellt das grundlegendste Rahmenteil der Kunststoffform dar.
2. Formkern: Der Kernteil ist der Kernteil der Kunststoffform, und es ist der wichtigste Teil der Form. der Formteil des Kunststoffprodukts befindet sich im Formkern, und Die meiste Verarbeitungszeit wird auch für den Formkern aufgewendet., jedoch, im Vergleich zu einigen relativ einfachen Formen, hat er keinen Kernteil, und das Produkt wird größtenteils direkt auf der Schablone geformt.. die frühen Plastikformen waren so, und sie waren relativ rückständig.
3. Hilfsteile: Zu den häufig verwendeten Hilfsteilen für Kunststoffformen gehören Positionierring, Angussbuchse, Fingerhut, Greifstift, Stützsäule, Auswerferplatte Führungspfosten und Führungsbuchse, Abfall Nägel, usw.. einige davon sind Standardteile. bestellen Sie direkt bei der Bestellung des Formaufbaus, und einige Teile müssen selbst entworfen werden.
4. Hilfssystem: Es gibt vier Hilfssysteme für Kunststoffformen: Gießsystem, Ausstoßsystem, Kühlsystem und Abgassystem. manchmal,, da die verwendeten Kunststoffmaterialien stark erhitzt werden müssen Temperatur, Einige Formen haben auch ein Heizsystem.
5 . Hilfseinstellung: Die Hilfseinstellung der Kunststoffform ist mit einem Augenloch ausgestattet , KO-Loch (oberes Stickloch) und so weiter .
6. Totwinkelbehandlungsstruktur: Wenn das Kunststoffprodukt tote Winkel, hat, hat die Form eine oder mehrere Totwinkelbehandlungsstrukturen. wie Schieber, geneigte Dächer, Hydraulikzylinder, usw . In den meisten einheimischen Büchern, wird dieser Mechanismus zum Umgang mit Sackgassen als „Entfernungsmechanismus“ bezeichnet.
tatsächlich, Kunststoffformen sind nicht schwierig. egal wie sich das Kunststoffprodukt verändert, die Struktur der Form, die zum Bilden des Kunststoffprodukts verwendet wird, ist nichts anderes als die oben erwähnten Aspekte. der Unterschied zwischen Formen ist, ob die Form groß oder klein ist? die Positionen oder Methoden der verschiedenen Hilfsteile, Hilfseinstellungen, und Hilfssysteme sind unterschiedlich. die Methode, Struktur, Größe, etc. des Umgangs mit Sackgassen haben sich geändert. Natürlich, ist die Konstruktionserfahrung besonders wichtig, wenn die konstruierte Form einfach zu verarbeiten, leicht zu montieren ist, langlebig, moderat im Preis, und gut geformte Produkte. gute Erfahrung kann mit Problemen in Design und Verarbeitung umgehen, und es ist auch relativ sicher, mit Designänderungen umzugehen.
iii. die Struktur und Zusammensetzung der Spritzgussmaschine: Eine Allzweck-Spritzgussmaschine umfasst hauptsächlich eine Spritzgussvorrichtung, eine Formspannvorrichtung, ein hydraulisches Antriebssystem und ein elektrisches Steuersystem. die Hauptfunktion von die Einspritzvorrichtung soll den Kunststoff gleichmäßig plastifizieren, und eine bestimmte Menge Schmelze mit ausreichend Druck und Geschwindigkeit in die Kavität der Form spritzen. die Einspritzvorrichtung besteht hauptsächlich aus plastifizierten Teilen (bestehend aus Schnecke, Zylinder und Düse), sowie Trichter, Übertragungsvorrichtung, Dosiervorrichtung, Einspritz- und beweglicher Zylinder, etc.
Spannvorrichtung: Ihre Funktion besteht darin, das Öffnen und Schließen der Form zu realisieren , und sicherzustellen, dass die Form zuverlässig geschlossen und das Produkt während des Einspritzens ausgeworfen wird . Die Formspannvorrichtung besteht hauptsächlich aus Vorder- und Rückseite befestigt Schablonen, Bewegliche Schablonen, Zugstangen zum Verbinden der vorderen und hinteren Schablonen, und Formschließzylinder. , Verbindungsmechanismus, Formeinstellvorrichtung und Produktauswurfvorrichtung.
Hydrauliksystem und elektrisches Steuersystem: Seine Funktion besteht darin, sicherzustellen, dass die Spritzgießmaschine gemäß den vorgegebenen Anforderungen (Druck , Geschwindigkeit , Temperatur , Zeit) und Aktionsablauf des Prozesses . genau und effektiv arbeitet Das Hydrauliksystem der Einspritzmaschine besteht hauptsächlich aus verschiedenen Hydraulikkomponenten und -kreisläufen und anderen Hilfsgeräten . Das elektrische Steuersystem besteht hauptsächlich aus verschiedenen elektrischen Geräten und Instrumenten . Das Hydrauliksystem und das elektrische System sind organisch organisiert, um bereitzustellen Leistung und Realisierung für die Spritzgussmaschinensteuerung.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Bei Anfragen zu unseren Produkten oder Preislisten wenden Sie sich bitte an uns und wir werden uns innerhalb von 24 Stunden bei Ihnen melden.
© Urheberrechte ©: 2026 Lyter Engineering Ltd. Alle Rechte vorbehalten

IPv6 Netzwerk unterstützt
 Deutsch
Deutsch













