Erfahrungsaustausch über U-Boot-Gate-Design für Kunststoff-Spritzgusswerkzeuge
Erfahrungsaustausch über U-Boot-Gate-Design für Kunststoff-Spritzgusswerkzeuge
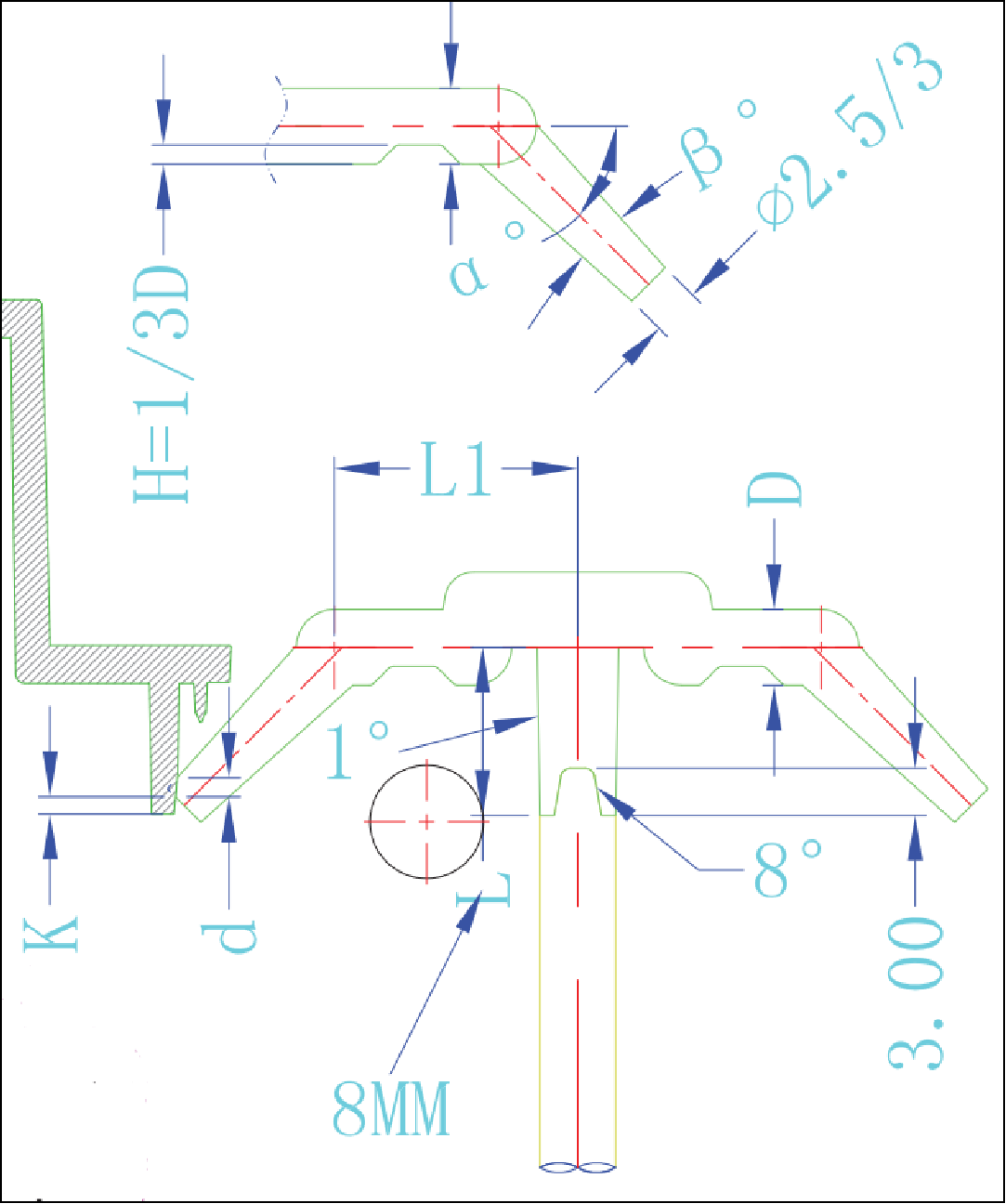
1) Der eingeschlossene Winkel von α° kann im Bereich von 60° bis 35° ausgelegt werden, abhängig von der Höhe der Position, an der sich das U-Boot-Tor befindet.
2) Der eingeschlossene Winkel von β° kann im Bereich von 8° bis 20° ausgelegt werden, je größer desto besser für die Angussentformung.
3) L1 > 8 und L1. > 2*D, damit das U-Boot-Tor leichter entformt werden kann;
4) K > 1 mm, hauptsächlich um zu verhindern, dass die Düse die Rückstände hochzieht, wenn sie gebrochen ist, was die Größe und die Montage des Teils beeinträchtigt.
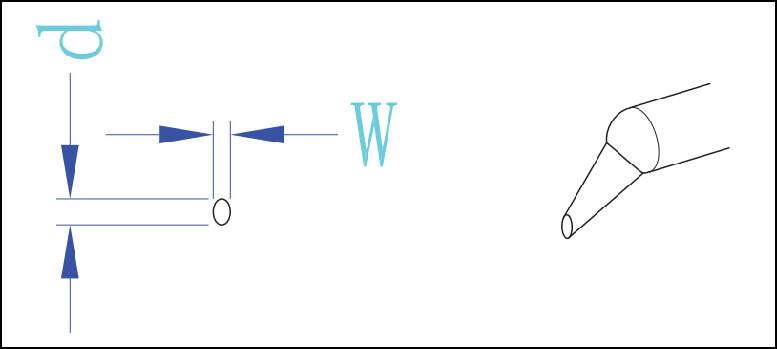
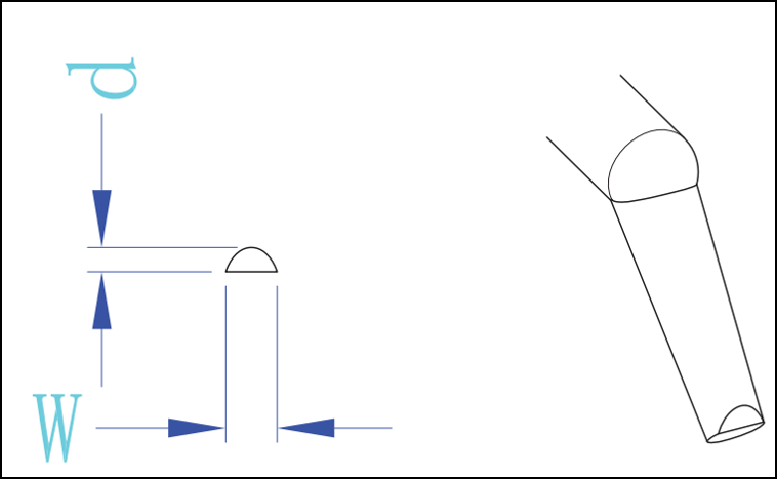
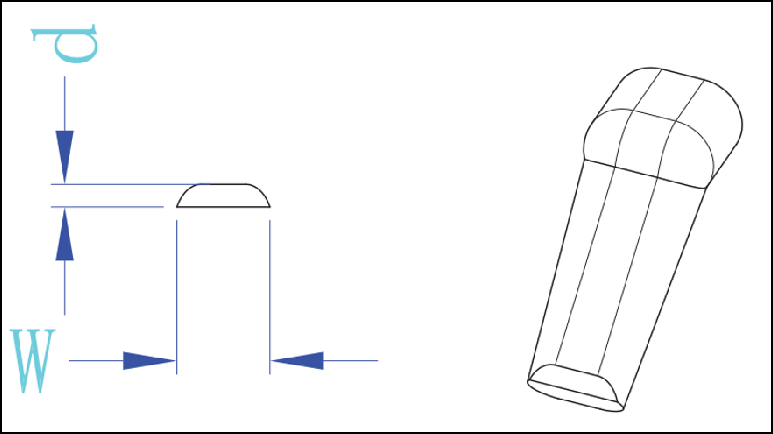
Drei Formen und Anwendungsszenarien von untergetauchten Gate Breakpoints:
2) D-Form: Der Kopf des Angusses ist groß, was eine Wärmeisolationswirkung hat, die das Abkühlen des Angusses verzögern und eine ausreichende Teilepackung während des Formprozesses erleichtern kann, was für die meisten Kunststoffprodukte geeignet ist.
3) Entenschnabelform: Wenn der gewöhnliche D-förmige Einlauf die Anforderungen an die Materialeinspritzung nicht erfüllen kann, kann die Position des U-Boot-Einlaufs seitlich erweitert werden, und die Form ähnelt der eines Entenschnabels.
Details zum U-Boot-Angussdesign und zur Vermeidung von Produktfehlern für Produkte mit hohen Anforderungen an das Erscheinungsbild
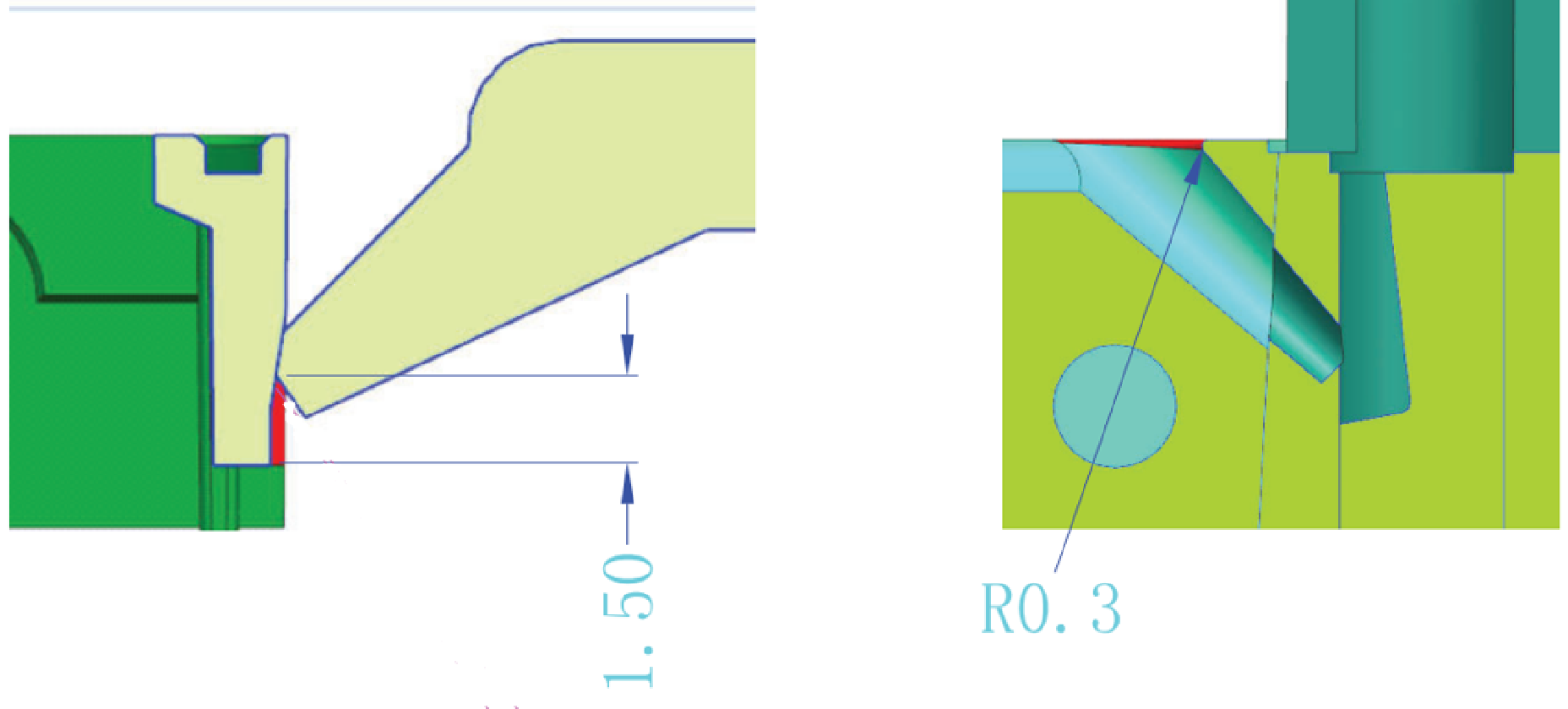
1) Die Position des Angusses entspricht dem Produkt, wie im schematischen Diagramm gezeigt, um das Teilematerial zu reduzieren. Der Zweck dieser Konstruktion besteht darin, dass selbst bei geringfügigen Rückständen an der Anschnittposition der hängende Kunststoff nicht im Hohlraum verbleibt und beim nächsten Zyklus das Restmaterial an die Oberfläche des Produkts strömt, um dies zu beeinträchtigen Aussehen.
2) Zum Abrunden der Kante um R0.3 an der in der Abbildung gezeigten Position am U-Boot-Anguss, um zu verhindern, dass der Anguss beim Entformen auf die scharfe Ecke trifft und das Materialpulver im Formhohlraum zurückbleibt, wodurch das restliche Material ausgespült wird die Oberfläche des Produkts beim nächsten Zyklus und beeinträchtigt das Aussehen.
Kategorien
neuestes Blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Bei Anfragen zu unseren Produkten oder Preislisten wenden Sie sich bitte an uns und wir werden uns innerhalb von 24 Stunden bei Ihnen melden.
© Urheberrechte ©: 2026 Lyter Engineering Ltd. Alle Rechte vorbehalten

IPv6 Netzwerk unterstützt
 Deutsch
Deutsch













