Design des Auswurfsystems der Kunststoffspritzgussform
Ein gutes Werkzeug spiegelt das umfassende Niveau eines
Kunststoffspritzgussbauers
wider . Eine gut
gestaltete Kunststoffspritzgussform
erfordert eine kontinuierliche Verbesserung verschiedener Technologien. Heute werden wir über das Auswurfsystem der Form sprechen.
Basierend auf jahrelanger Berufserfahrung haben wir die Prinzipien der Ejektoranordnung zusammengefasst: A, Sie kann das Aussehen des Endprodukts nicht beeinträchtigen; B. Der Auswurf ermöglicht das Auswerfen des fertigen Produkts an der am stärksten beanspruchten Stelle; C. Versuchen Sie immer, Auswerfer in der flachen Position des Endprodukts anzuordnen (vermeiden Sie es auf geneigten oder gekrümmten Oberflächen). D. Auswerfer immer an den großen Stufen des Teils anordnen (z. B. neben der tiefen Rippe). E. Am Überhang anordnen Position, an der es beim Öffnen der Form leicht brechen und verformt werden kann) F. Verwenden Sie so viele Auswerfer wie möglich in derselben Form.
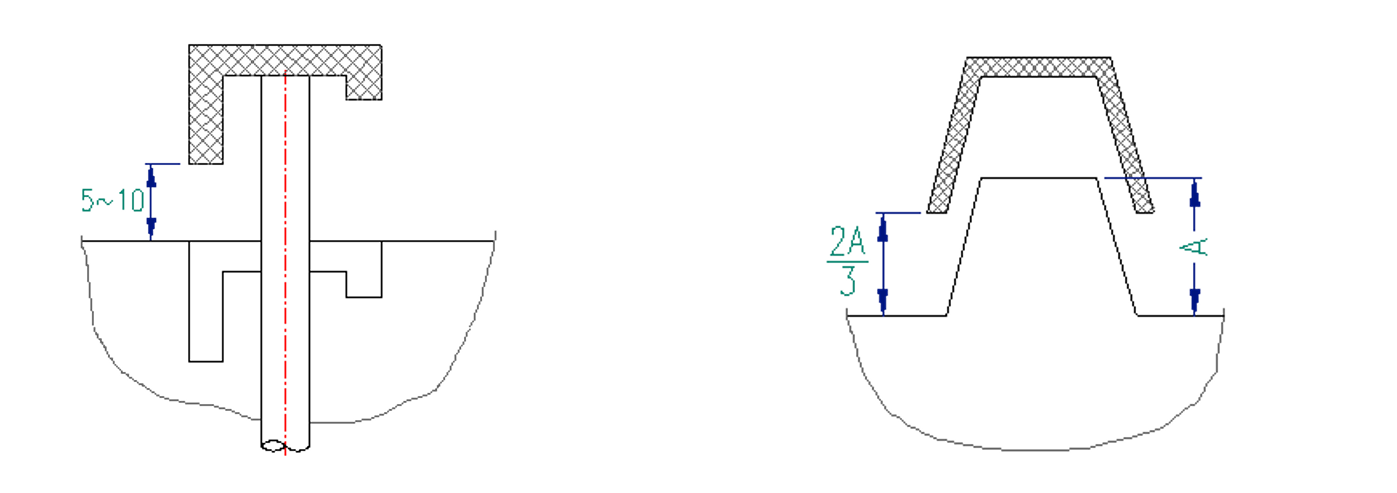
1. Auswurfhub
Der Auswurfhub legt im Allgemeinen fest, dass das ausgeworfene Produkt 5 bis 10 mm von der Form entfernt ist. Beim Formen zur Herstellung
von Kunststoff-
Spritzgussteilen
Bei einigen tonnenförmigen Produkten mit einfachen Formen und größeren Entformungswinkeln kann der Auswurfhub 2/3 der Tiefe des fertigen Produkts betragen, wie in der Abbildung unten gezeigt.
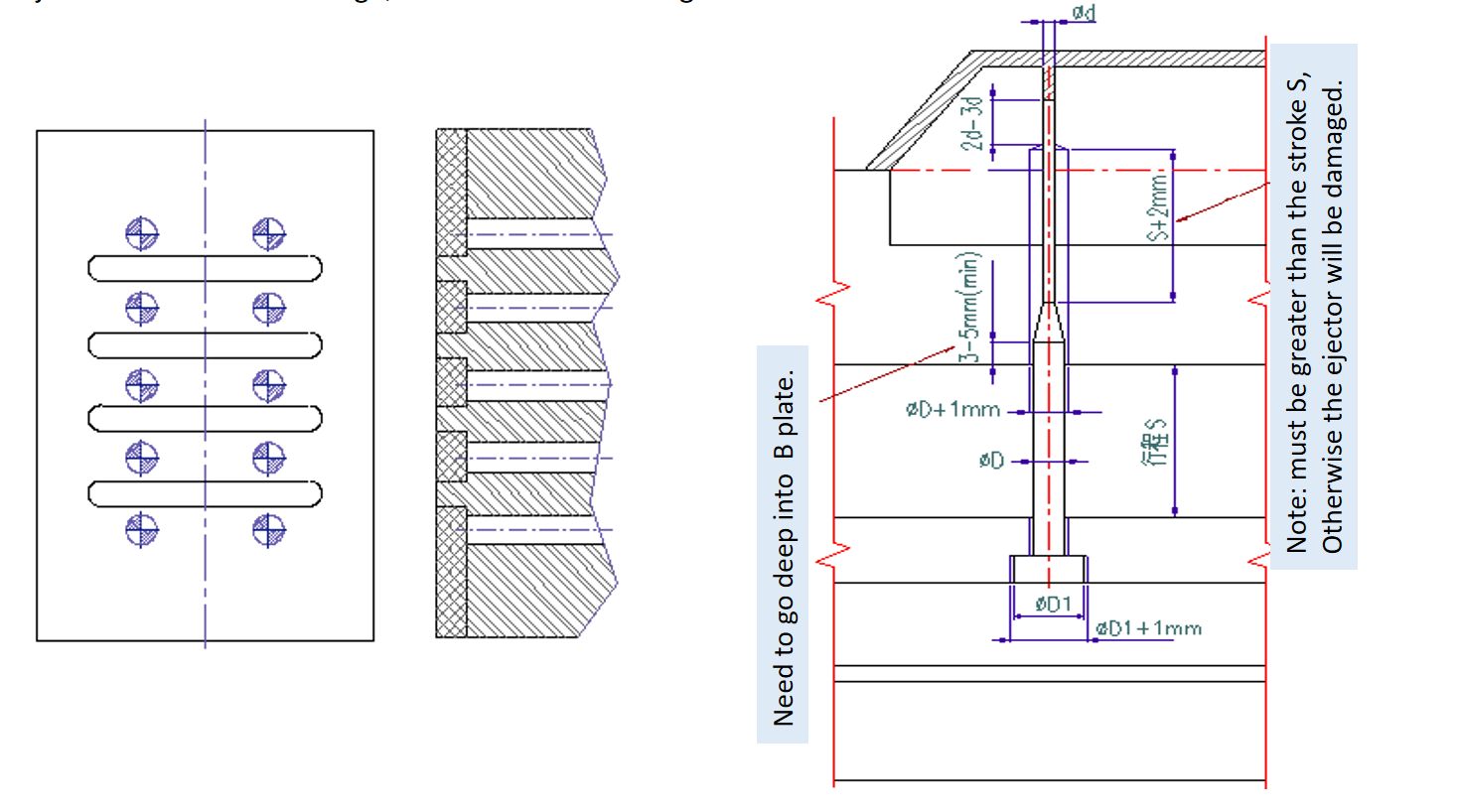
 2. Die Position der Auswerfer
2. Die Position der Auswerfer
3. Auswurfarten
A. Der runde Auswerfer ist die häufigste Auswerferkomponente. Es hat die Vorteile einer einfachen Verarbeitung, einer guten Festigkeit und einer langen Lebensdauer. Wenn die Auswurffläche einiger Produkte jedoch relativ klein ist, wird der Schulterauswerfer verwendet. Der Schulterauswerfer zielt hauptsächlich darauf ab, das Problem zu lösen, dass kleine Auswerfer nicht robust genug sind, um ihre Stärke zu erhöhen.
 B. Messerauswerfer werden meistens dort eingesetzt, wo die Rippen einiger Produkte nicht als Rundauswerfer verwendet werden können.
B. Messerauswerfer werden meistens dort eingesetzt, wo die Rippen einiger Produkte nicht als Rundauswerfer verwendet werden können.
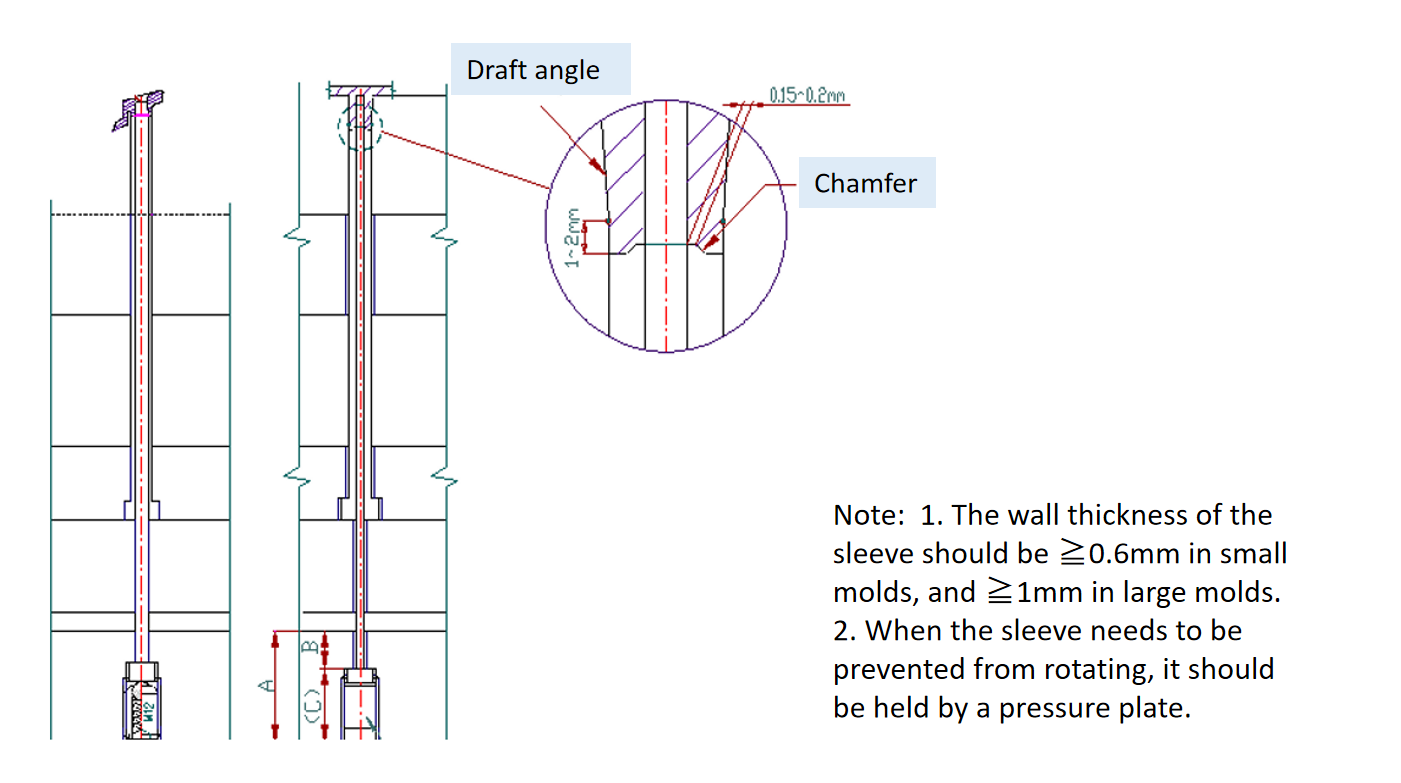
 C. Der Hülsenauswerfer wird hauptsächlich in den Schraubensäulen und anderen ähnlichen Positionen am Produkt verwendet.
C. Der Hülsenauswerfer wird hauptsächlich in den Schraubensäulen und anderen ähnlichen Positionen am Produkt verwendet.
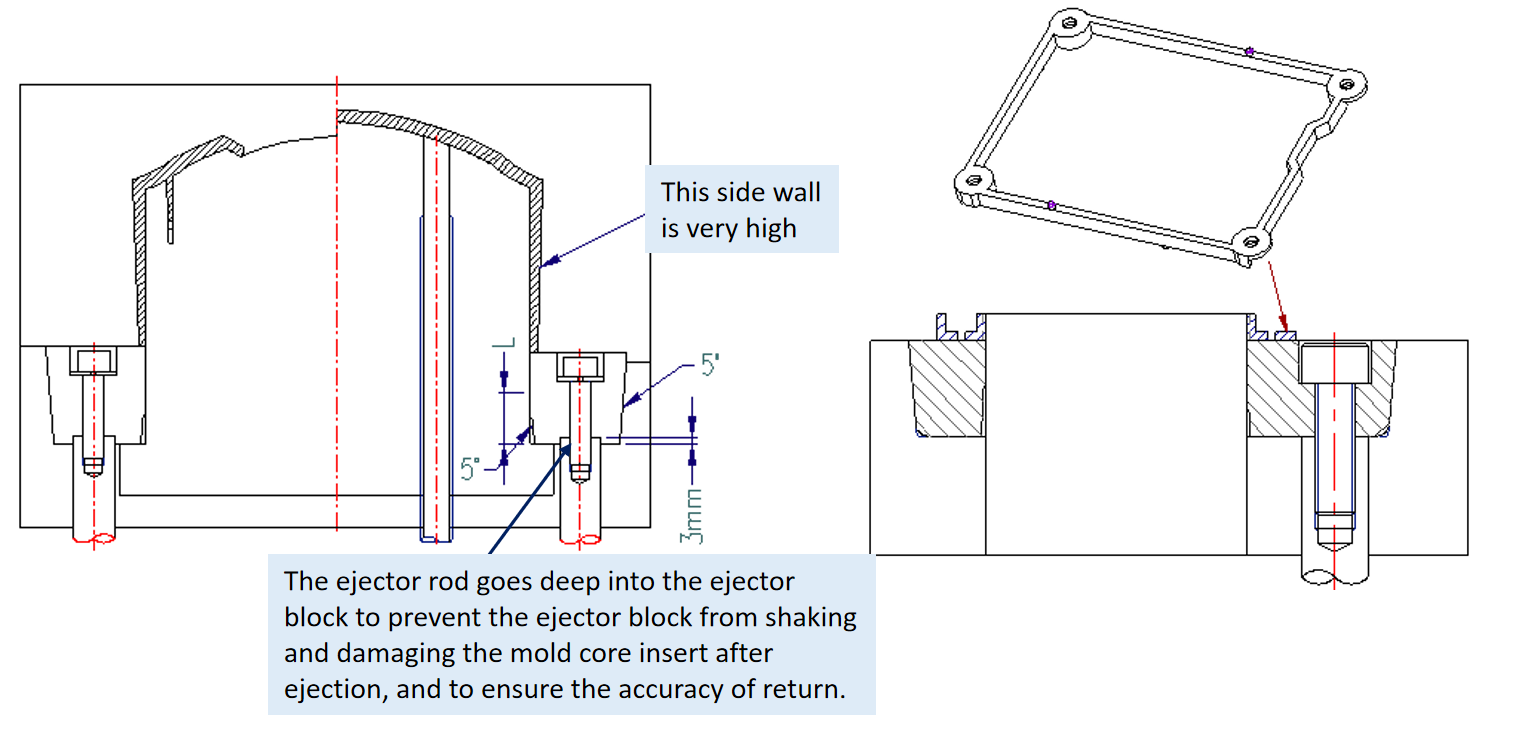
 4. Auswerferblöcke:
4. Auswerferblöcke:
Kategorien
neuestes Blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Bei Anfragen zu unseren Produkten oder Preislisten wenden Sie sich bitte an uns und wir werden uns innerhalb von 24 Stunden bei Ihnen melden.
© Urheberrechte ©: 2026 Lyter Engineering Ltd. Alle Rechte vorbehalten

IPv6 Netzwerk unterstützt
 Deutsch
Deutsch













