wie man die Auspuffnut im Spritzgusswerkzeug sinnvoll einsetzt
währendI nje ktionsformen , Es wird nicht viel geschmolzenes Material in der Entlüftungsöffnung sein,, da das geschmolzene Material an der Stelle abkühlen und erstarren wird, um den Kanal zu blockieren. die Öffnungsposition der Auslassöffnung sollte nicht dem Bediener zugewandt sein, um dies zu verhindern versehentliches Verspritzen von geschmolzenem Material und Verletzung von Personen. der Abstand zwischen der Auswerferstange und dem Auswerferloch, der Abstand zwischen dem Auswerferblock und der Abstreifplatte und dem Kern kann auch zum Absaugen verwendet werden.
1. die Rolle des Auslassschlitzes
Es gibt zwei Hauptfunktionen des Auslassschlitzes:
beim Einspritzen von geschmolzenem Material, die Luft aus dem Formhohlraum entfernen;
Eliminieren Sie alle Arten von Gasen, die während des Erwärmungsprozesses entstehen.
Je dünner das Produkt, desto weiter vom Anguss entfernt, wird die Öffnung der Auslassnut besonders wichtig.
Bei Kleinteilen oder Präzisionsteilen, sollte auch auf die Öffnung der Absaugnut. geachtet werden. Neben der Vermeidung von Oberflächenverbrennungen und unzureichendem Einspritzvolumen, kann dies auch verschiedene Fehler des Produkts beseitigen und die Formverschmutzung reduzieren .
im Allgemeinen, wenn die Schmelze mit der höchsten Einspritzgeschwindigkeit eingespritzt wird, ohne einen Brennpunkt auf dem Produkt zu hinterlassen,, kann davon ausgegangen werden, dass die Absaugung in der Kavität ausreichend ist.
2. Ausziehverfahren
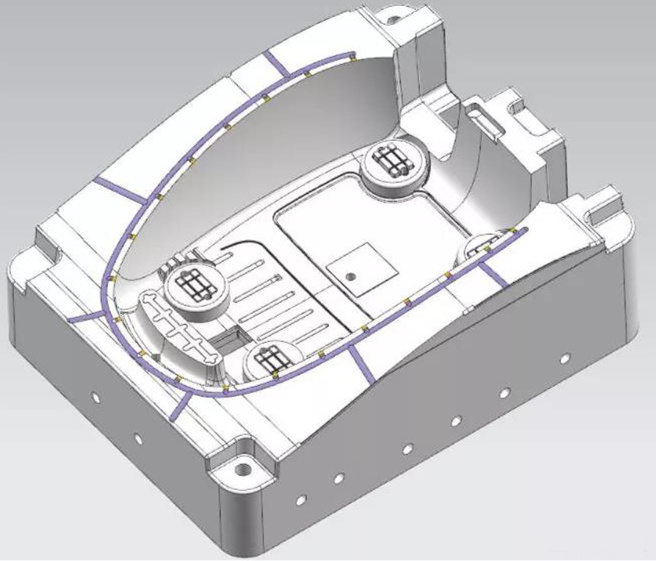
Es gibt viele Möglichkeiten, den Formhohlraum zu entlüften,, aber jede Methode muss gewährleistet sein: Die Größe der Entlüftungsrille sollte so ausgelegt sein, dass das Material beim Entlüften nicht in die Rille fließt; zweitens, muss es Blockaden verhindern.
Messen Sie von der Innenfläche des Formhohlraums bis zum Außenrand des Formhohlraums, und die Höhe der Entlüftungsnut sollte etwa 0.25-0.4 mm für eine Länge von 6-12 mm oder mehr betragen . außerdem, sind zu viele Entlüftungsschlitze schädlich,. weil, wenn der Schließdruck, der auf die Trennfläche des Formhohlraums wirkt, ohne Öffnen der Entlüftungsnut sehr groß ist,, leicht verursacht werden kann kaltes Fließen oder Reißen des Formhohlraummaterials, was sehr gefährlich ist.
Neben der Entlüftung des Formhohlraums an der Trennfläche, kann er den Zweck der Entlüftung auch dadurch erreichen, dass am Ende des Materialflusses des Gießsystems Entlüftungsnuten angeordnet sind und um die Auswerferstangen, wegen der Entlüftung Lücken gelassen werden Rillen, wenn die Auswahl der Tiefe, Breite und Position der Öffnung nicht angemessen ist,, beeinträchtigen die entstehenden Grate das Aussehen und die Genauigkeit des Produkts., daher, ist die Größe des oben genannten Spalts begrenzt um Grate um die Auswerferstange zu vermeiden.
Besondere Aufmerksamkeit sollte hier geschenkt werden: Wenn Teile wie Zahnräder erschöpft sind,, kann sogar der kleinste Grat unerwünscht sein. diese Art von Teilen sollte vorzugsweise auf folgende Weise erschöpft werden:
das Gas im Strömungskanal vollständig entfernen;
die Gegenfläche der Trennfläche wird mit Siliziumkarbid-Schleifmittel der Körnung 200#. kugelgestrahlt
außerdem, bezieht sich die Öffnung der Abzugsrille am Ende des Materialflusses des Gießsystems hauptsächlich auf die Abzugsrille am Ende der Rinne. ihre Breite sollte gleich der Breite der Rinne sein, und die Höhe variiert je nach Material.
3. Spritzgussdesign Methode
für Produktformen mit komplexen geometrischen Formen, ist es am besten, die Öffnung des Entlüftungsschlitzes nach mehreren Formversuchen zu bestimmen. der größte Nachteil der Gesamtstruktur in der Formstrukturgestaltung ist eine schlechte Entlüftung.
Für den integralen Hohlraumkern, gibt es folgende Absaugverfahren:
Verwenden Sie die Nut oder legen Sie die Einbaulage des Hohlraums ein.
seitliche Einsatznähte verwenden;
teilweise spiralförmig gearbeitet;
Installieren Sie einen geschlitzten Lamellenkern und öffnen Sie ein Handwerksloch in der Längsposition.
wenn der Auspuff extrem schwierig ist,, wird die Inlay-Struktur angenommen; Wenn die toten Ecken einiger Formen nicht leicht zu öffnen sind, sollte zuerst die Auslassnut,, die Form entsprechend auf Inlay-Verarbeitung umgestellt werden, ohne das Aussehen und die Genauigkeit des Produkts zu beeinträchtigen,, was nicht nur vorteilhaft ist Die Bearbeitung der Auspuffnut kann manchmal die ursprüngliche Bearbeitungsschwierigkeit verbessern und die Wartung erleichtern.
Das richtige Öffnen der Auslassnut kann den Einspritzdruck, die Einspritzzeit, die Haltezeit und den Klemmdruck, erheblich reduzieren und das Formen von Kunststoffteilen erleichtern, wodurch die Produktionseffizienz verbessert wird, die Produktionskosten gesenkt werden, und Reduzierung des Energieverbrauchs der Maschine.
Vorherige :
HeißkanalformKategorien
neuestes Blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Bei Anfragen zu unseren Produkten oder Preislisten wenden Sie sich bitte an uns und wir werden uns innerhalb von 24 Stunden bei Ihnen melden.
© Urheberrechte ©: 2026 Lyter Engineering Ltd. Alle Rechte vorbehalten

IPv6 Netzwerk unterstützt
 Deutsch
Deutsch













