Geräte-Spritzguss-Design für Kunststoff-Waschmaschinen-Abdeckungsteile
Gerätespritzgussdesign für Waschmaschinenabdeckung
【 abstrakt】 Gemäß den strukturellen Eigenschaften des Kunststoffteils, werden die Trennmethode und das optimale Design des Kunststoffteils diskutiert. Das angemessene Design und Layout kann die Interferenz zwischen den Einsätzen und dem Auswerfer der mehrfach geneigten Dachstruktur, effektiv vermeiden Stifte. Es führt auch die Demontage von Einsätzen ein, Design des Auswerfermechanismus, Layout des Kühlwasserkreislaufs und Formarbeitsprozess.
1 Strukturanalyse von Kunststoffteilen
abbildung 1 zeigt das kunststoffteil der oberen abdeckung der waschmaschine. die größe des kunststoffteils ist 397.637× 475.789× 42.174mm. das Material ist ABS, und die Schrumpfungsrate beträgt 0.3%~0.7%. der Kernhohlraum des dynamischen und festen Modells nimmt den Inlay-Typ an[ 3] und das Material der Formteile nimmt 2738 Stahl an. Kunststoffteile sind Erscheinungsteile, und die Außenfläche muss mattiert werden. es gibt viele interne Schnallen im Kunststoffteil. es gibt 31 geneigte Dächer in der gesamten Form, und die lokalen Knochen sind tief. in Anbetracht der Abgasproblematik, ist es notwendig, die Einsätze.zusätzlich,die Auswerferstangen,Schrauben, und zu entfernen Wasserwege machen das Innere der Form kompliziert. , Wie man ein vernünftiges Layout erstellt, ist ein Schlüsselproblem, das bei der Konstruktion berücksichtigt werden muss.

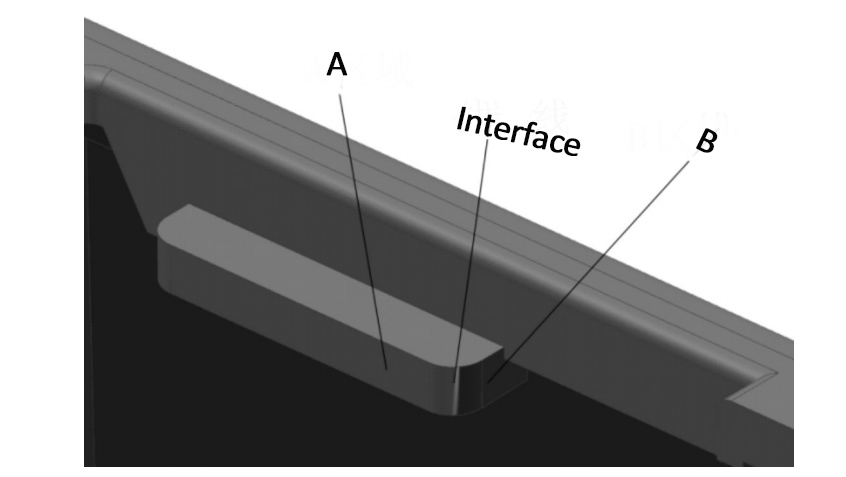
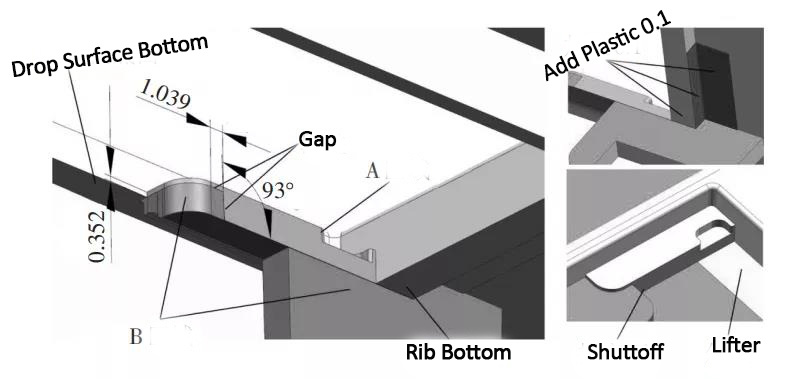
nach Abschluss der Patch-Materialisierung, Entwurf, und Anpassung der Schrumpfung in Folge, wird eine Neigungsanalyse durchgeführt. gemäß der in Abbildung 2 gezeigten Position, hat die Oberfläche von Bereich A einen positiven Entformungswinkel, und die Oberfläche von Bereich B hat einen negativen Entformungswinkel. gibt es eine Trennlinie zwischen den beiden, und es gibt einen Höhenunterschied zwischen dem Bereich B und der unteren Ebene rechts., um sie besser miteinander zu verbinden , Sie müssen die Oberfläche des B-Bereichs für die Schrittbearbeitung schneiden.
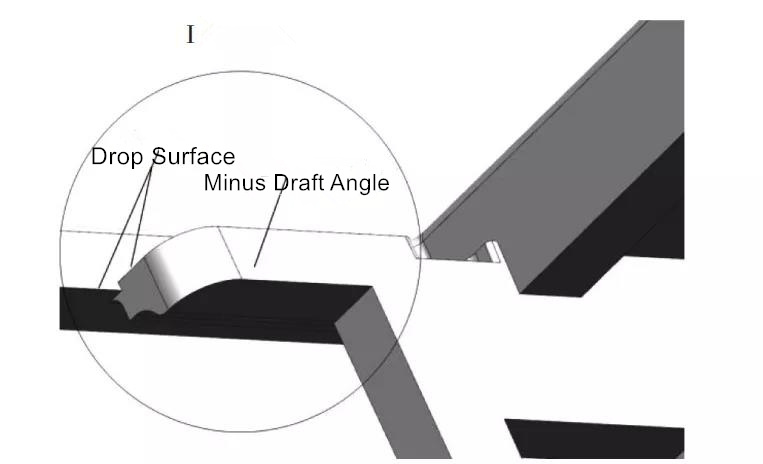
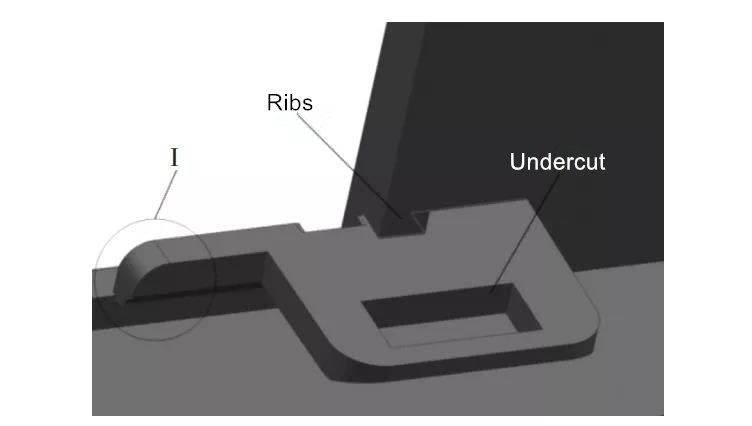
in Abbildung 3, muss die Schnallenposition das geneigte Dach entfernen,, aber es gibt eine Knochenposition auf der Oberseite., wenn das Kunststoffteil unter der Wirkung von Schrumpf- und Spannkraft herausgedrückt wird,,. ] Es kann Klebstoff schaufeln. daher, diese Stelle ist in Kontakt mit dem geneigten Dach. die Oberfläche muss mit Klebstoff behandelt werden. in Abbildung 4, gibt es auch hohe und niedrige Stufen auf der linken Seite. unabhängig davon, ob die Trennfläche oben oder unten gestaltet ist, die Schnittfläche muss für Stufenunterschiede bearbeitet werden. gleichzeitig, bessere Verbindung mit der rechten Knochentrennfläche sollte berücksichtigt werden.
2-teiliges Design von Kunststoffteilen
(1) Trennflächenbearbeitung mit einem Tropfen- und Segmentierungsunterschied an der Ecke.
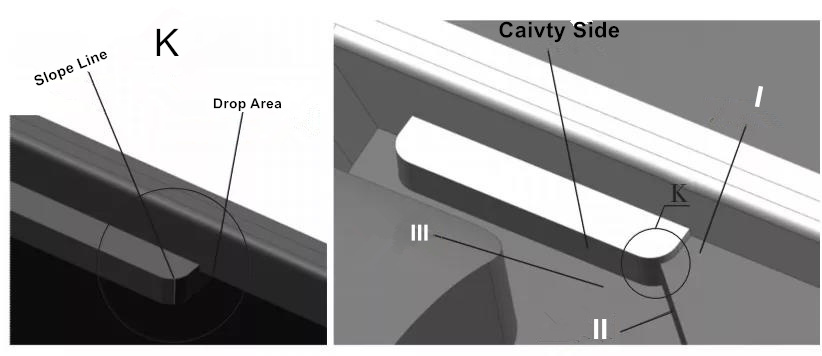
Durch Beobachtung der Vergrößerung bei K in Abbildung 5, können wir sehen, dass, wenn die "untere Stufenfläche" auf der rechten Seite vergrößert wird, um den Trennflächenblechkörper I, zu erzeugen, die Seitenansicht des rechten Bereichs ist wird wie in der rechten Abbildung gezeigt geschnitten; dann wird sie nach der Kurve mit gleicher Neigung in der +Z-Richtung , herausgezogen und entlang der 45°-Richtung gestreckt, um die Durchstechfläche des Blechkörpers II zu bilden; und dann wird der Plattenkörper III durch Erweitern der Oberfläche gebildet . der Plattenkörper I teilt die ursprüngliche Oberfläche in zwei Formflächen , eine bewegliche Form und eine feststehende Form , mit entgegengesetzten Entformungswinkeln ,, die eine Stufe bilden Unterschied.
(2) wenn es einen Tropfen gibt, führen Sie eine Trennflächenbehandlung durch, bei der die Reibfläche eine Stufendifferenz in der Ebene bildet.
Wie in Abbildung 6, gezeigt, ist die untere Fläche der rechten Knochenposition direkt flach mit der linken Seite durch die vergrößerte Fläche. die Schnalle hier ist die Oberseite der geneigten Oberseite. Fügen Sie entsprechend 0.1 mm hinzu von Leim, um das Phänomen des Leimschaufelns beim Auswerfen zu vermeiden. . Der Tropfen der linken Stufe beträgt 0.352 mm,, der sich direkt von der unteren Oberfläche durch die vergrößerte Oberfläche erstreckt. die Position der Die Stufe befindet sich auf der rechten Seite des Bogenwinkels, und ist um 3° geneigt, um eine Reibfläche zu bilden., wenn die vertikale Fläche geschnitten wird, eine Zone A und eine Zone B gebildet werden. die Zone Eine Fläche wird als positiver Entformungswinkel der vorderen Formfläche , definiert und die Flächen der B-Zone auf beiden Seiten werden als negativer Entformungswinkel der hinteren Formfläche . definiert, dann wird eine Stufendifferenz zwischen den beiden Bereichen gebildet .
3-Kern-Hohlraum-Design
Wie in Abbildung 7, gezeigt, beträgt die Größe des Kunststoffteils nach Anpassung der Schrumpfrate 399.625×478.168×42.385mm. unter Berücksichtigung der Größe des Kunststoffteils selbst, das geneigte Dach und der Auswerferstift nehmen einen Teil der Position ein. die Größe der Klebefläche, die Anordnung des Kühlwasserkreislaufs und der Platz für die Schraubeninstallation. daher, die Länge und Breitenabmessungen des Kernhohlraums nach dem Trennen werden um 50 mm auf der Basis des Kunststoffteils erweitert.
4 geneigtes Dachkonstruktionsdesign
Beim Betrachten des oberen Strukturdesigns 8a, können wir sehen, dass die Wölbung hier eine geneigte Oberfläche ist., wenn die geneigte Oberseite entlang der geneigten Oberfläche entworfen ist,, wird sie eine Reibfläche bilden, die nicht leicht zu bearbeiten und zu formen ist . deshalb, wird die Stufenfläche der geneigten Spitze eingewickelt und zu einer flachen Oberfläche gemacht., die durch die Fläche . in Abbildung 8b , trifft, es gibt eine Rille auf der rechten Seite des Knochens . wenn die schräge Spitze eingewickelt und herausgedrückt wird, kann sie nicht verschoben werden. wenn die Seite der schrägen Spitze direkt an der Seite des Knochens befestigt ist, die Seite der schrägen Spitze wird eine Abschrägung. das obere Ende der geneigten Oberseite hat eine kleine Größe und eine große Unterseite es kann nicht ausgeworfen werden. aus diesem Grund, sollte an dieser Stelle eine Leimbehandlung durchgeführt werden, um sicherzustellen, dass die beiden Seiten der Schrägdach sind flach. gleichzeitig, ist darauf zu achten, dass die Breite aller Schrägdächer ganzzahlig ist. in Abbildung 8c, das Schrägdach wr aps etwa die Hälfte der umgebenden Bones., der Zweck ist, dass die Bones tiefer sind,, was für die Verarbeitung nicht bequem ist und der Absaugung nicht förderlich ist. die obere Fläche des geneigten Dachs in Abbildung 8d hat eine abgestufte Fläche , Es ist einfach, Klebstoff beim Auswerfen zu schaufeln , und das Hinzufügen von Klebstoff vermeidet dieses Problem effektiv . für alle geneigten Dächer , Der Winkel des geneigten Dachs ist unter der Prämisse, ausreichend Auswurfraum zu gewährleisten, größer ausgelegt , damit die Auswurfstrecke verkürzt werden kann.
Split-Design mit 5 Einsätzen
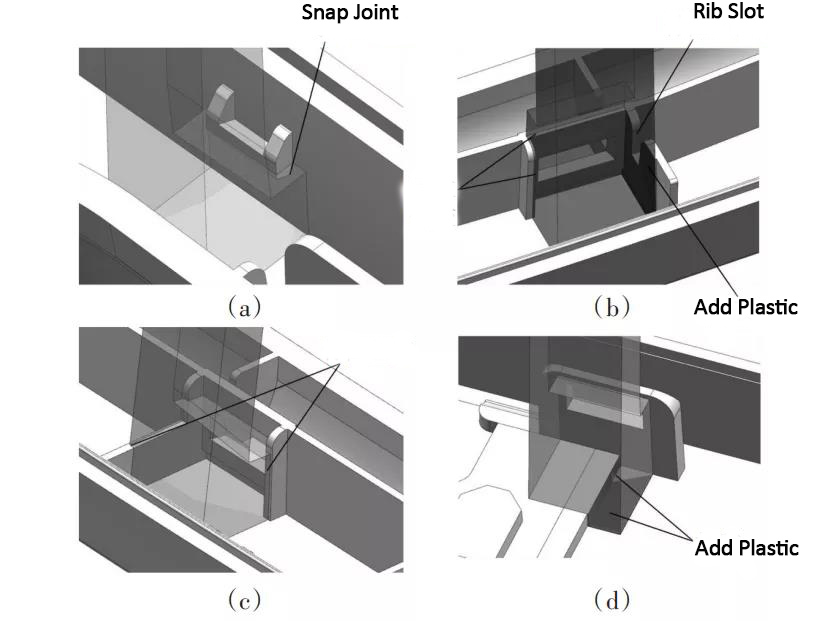
Analysieren Sie die strukturellen Eigenschaften der Kunststoffteile, und teilen Sie die Spezialeinsätze mit Ausnahme der Einsätze an Positionen wie unzureichender Festigkeit und gefährdeten Teilen., wie in Abbildung 9a, gezeigt, die Tiefe der Knochenposition an dieser Position ist 17.761 mm, was relativ tief ist, schwierig zu bearbeiten, und das Abgasproblem nicht gelöst werden kann. der Einsatz wird die Knochenposition symmetrisch umschließen, und die Dicke des Einsatzes gewährleistet ist basierend auf der Einkapselungsposition. Ganzzahl. in Abbildung 9b, diese Position ist der Rand der Knochenposition. der geschmolzene Kunststoff kann auch leicht eingeschlossen und gefüllt oder während des Füllvorgangs verbrannt werden, so ist der Einsatz auch mit Klebstoff bedeckt. in Abb.. 9c, gibt es Knochenpositionen in 3 Richtungen um den Einsatz,, die alle im Design, eingekapselt werden müssen.. Es ist nur erforderlich, die Größe des Einsatzes so weit wie möglich zu runden.
6 Design der Ejektorstruktur
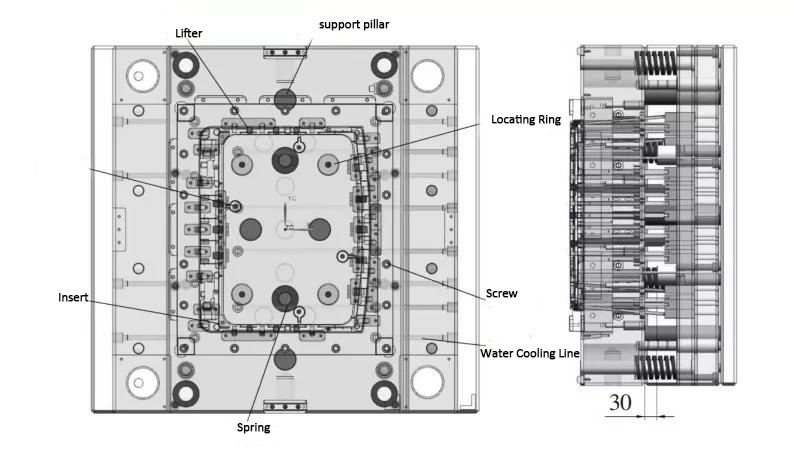
Da es 31 geneigte Oberteile im Formauswurfsystem, und viele andere verwandte Teile gibt,, kann eine vernünftige Konstruktionsreihenfolge die Probleme späterer Anpassungen. reduzieren, wie in Abbildung 10, nach dem Kunststoffteil gezeigt wird geteilt, die schräge Oberseite wird zuerst geteilt. nachdem der Formboden aufgerufen wurde, der Schiebesitz muss rechtzeitig ausgelegt werden, und die Bewegung zwischen den schrägen Oberseiten darf nicht miteinander in Konflikt geraten; dann werden die erforderlichen Einsätze getrennt, um die Probleme der eingeschlossenen Luft und der Verarbeitung zu lösen, und dann zu beobachten, ob es mehr Auswerferstifte gibt, um den Auswurf zu unterstützen. unter Berücksichtigung der Größe der Form, eine Standardverteilung von 7 Perforationen sind für einen ausgewogenen Auswurf ausgelegt, und dann ist ein symmetrischer Begrenzungspfosten ausgelegt, um den Auswurfabstand von 30 mm zu kontrollieren. Es sollte beachtet werden, dass der Begrenzungspfosten nahe an der Perforation sein und die Auswurfplatte und die Bodenplatte absenken sollte. Die Anordnung der Stützenköpfe kann vom Symmetriezentrum zu den beiden Seiten angeordnet werden. Der Abstand zwischen der Wasserstraße und anderen Teilen wird auf mehr als 4 mm kontrolliert und gleichmäßig verteilt. schließlich, die Befestigung Schrauben der Kavität und des Kerns werden in den verbleibenden Raum platziert. einfach gleichmäßig verteilen.
7 Design des Kühlsystems
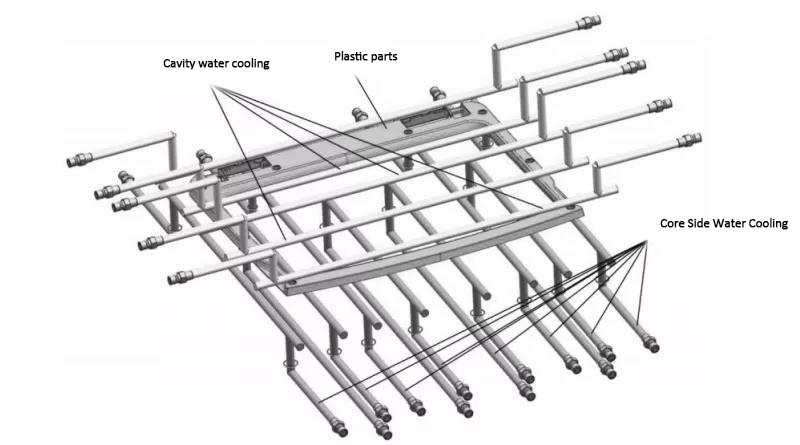
Bild 11 zeigt das Layout des Kühlwasserkreislaufs. das bewegliche Werkzeugteil wird von den relevanten Teilen des Auswerfersystems, beeinflusst und die meisten Wasserwege sind in X-Richtung so ausgelegt, dass sie am sinnvollsten. liegen zum großen im Werkzeug eingesetzten Extruderblock, die Wasserdüsen der beiden Wasserkanäle in der Mitte des beweglichen Werkzeugteils sind in gleicher Richtung ausgeführt. das feststehende Werkzeugteil wird vom Heißkanal beeinflusst, extrudierter Block, und feststehende Formeinsätze aufgrund der Wasserführung, und der Wasserführung nicht sinnvoll in X-Richtung. angeordnet werden können, daher, die Wasserführung nur in Y-Richtung, ausgeführt werden kann, was Gewissheit bringt Probleme bei der Installation der Form. können besser eine kühlende Rolle spielen.
8 Formarbeitsprozess
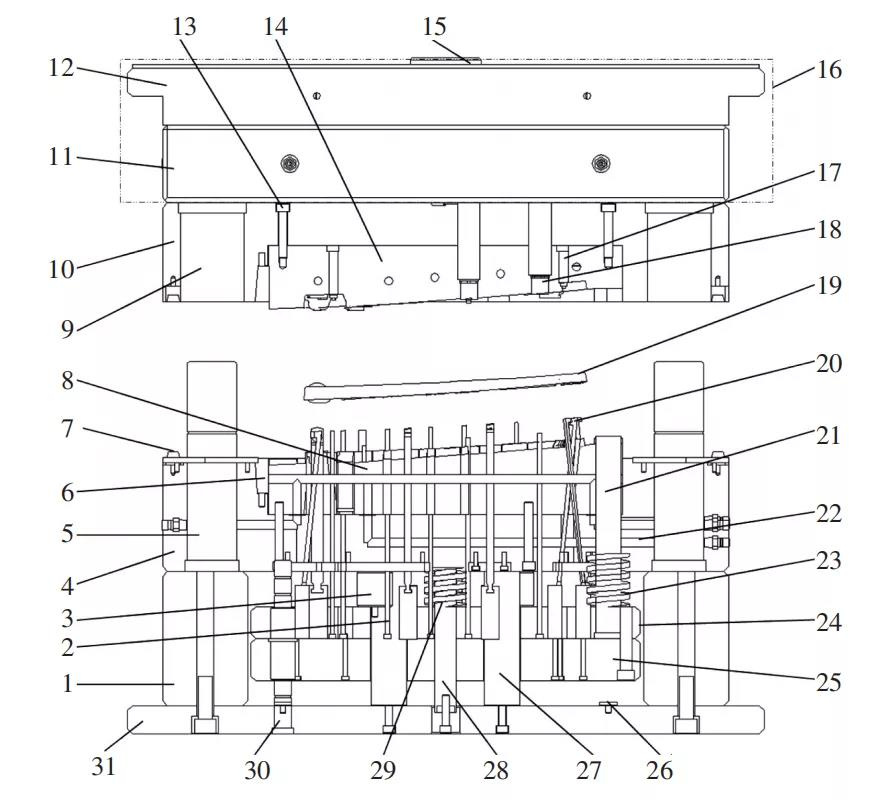
(1) Die Formstruktur ist in Abbildung 12 dargestellt. Wenn die Form geöffnet wird, beginnt sich die Form von der Trennfläche zwischen der beweglichen und der festen Formplatte zu lösen, und das Kunststoffteil 19 wird angeklebt Oberfläche des beweglichen Formkerns unter Einwirkung von Schrumpf- und Packkraft. die Form wird zusammen mit dem beweglichen Formteil geöffnet.
(2) wenn sich die bewegliche Form um eine bestimmte Distanz bewegt,, werden die 7 Auswerferstangen an der Spritzgießmaschine auf das Auswerferkissen 25 gedrückt, und drücken das Auswerferkissen 25 und die geneigte Oberseite 20, Auswerfer 2[ 3] und Rückstellstange 21. beim Herausschieben der Bauteile, werden die Federn 23 und 29 ebenfalls um 30mm zusammengedrückt, und dann fällt das Kunststoffteil 19 von der beweglichen Form.
(3) beim Wiederschließen der Schalung , wird das Auswerfersystem erst durch Federkrafteinwirkung zurückgestellt . wenn die bewegliche und die feste Schalung angebracht werden , und die Rückstellstange 21 gegen die feste Schalung gedrückt wird ,. ] die Auswerfer-Stützplatte 25 ist fest mit dem Abfallnagel verbunden. gewährleisten die Genauigkeit beim Zurücksetzen des Auswerfersystems.
(4) endlich, die Spritzgusssystem wird eine neue Runde von Einspritzung, Druckhalten, Kühlung, und Formöffnung. durchführen
9 Schlussbemerkungen
diskutiert einige typische Eigenschaften von Kunststoffteilen in Bezug auf die Klassifizierung, und beschreibt detailliert die Konstruktionsmethode der Stufendifferenz. Es gibt eine große Anzahl von geneigten Dachkonstruktionen in der Form, und die relevanten Details zur Aufteilung der geneigten Dach und Einsätze werden eingeführt, und die Konstruktionssequenz und Details des Teilelayouts der beweglichen Form werden im Detail analysiert. Teile des Aufbaus und der Eigenschaften der Form haben gute Referenzbedeutung.
Kategorien
neuestes Blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Bei Anfragen zu unseren Produkten oder Preislisten wenden Sie sich bitte an uns und wir werden uns innerhalb von 24 Stunden bei Ihnen melden.
© Urheberrechte ©: 2026 Lyter Engineering Ltd. Alle Rechte vorbehalten

IPv6 Netzwerk unterstützt
 Deutsch
Deutsch













